(一)什么是金屬雙極板
燃料電池主要由質(zhì)子交換膜、催化劑層、空氣擴(kuò)散層和雙極板組成。雙極板作為燃料電池的核心部件,在燃料電池中,起到了膜電極結(jié)構(gòu)支撐、分隔氫氣和氧氣、收集電子、傳導(dǎo)熱量、提供氫氣和氧氣通道、排出反應(yīng)生成的水、提供冷卻液流道等諸多重要作用。
在燃料電池堆內(nèi),雙極板主要具有以下作用:
• 支撐MEA
• 分隔各單電池
• 分隔陰極、陽極反應(yīng)氣體,防止其相互混合
• 提供電氣連接
• 輸送反應(yīng)氣體并使之均勻分配
• 傳導(dǎo)反應(yīng)熱量
• 去除水副產(chǎn)物
• 承受組裝預(yù)緊力
根據(jù)材料不同,雙極板可以分為石墨雙極板、金屬雙極板以及復(fù)合材料雙極板。以上三種材料的雙極板各有優(yōu)、劣勢(shì)。前幾年,石墨雙極板是比較常用的雙極板材料,但由于在批量生產(chǎn)時(shí),金屬雙極板的生產(chǎn)成本相對(duì)較低,同時(shí),大功率的金屬雙極板電堆比石墨雙極板電堆在體積方面要小得多,因此,近年來金屬雙極板的應(yīng)用越來越廣。
豐田Mirai雙極板
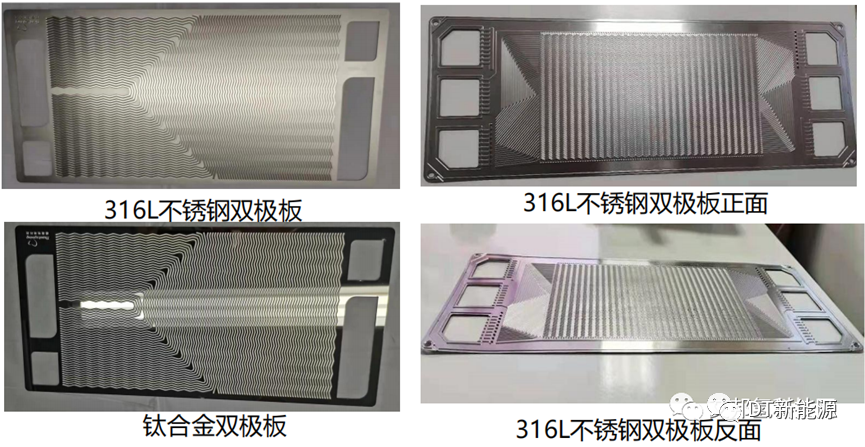
金屬板電堆在功率、功率密度、重量、體積、抗振、批量制備和冷啟動(dòng)等方面優(yōu)勢(shì)明顯。并且,實(shí)測(cè)證明金屬板電堆的壽命不一定比石墨板電堆壽命短。金屬雙極板基體材料主要包括不銹鋼、鋁、鈦合金。
(二)金屬雙極板生產(chǎn)流程介紹
金屬雙極板基本工藝可以從下圖看出來,不同公司工藝,以及加工流程可能有區(qū)別
金屬雙極板生產(chǎn)流程(Borit公司)
1. 材料準(zhǔn)備
制造燃料電池金屬雙極板時(shí),帶材的選擇一般有兩種,一種是預(yù)先做過涂層處理的帶材,一種是未經(jīng)涂層處理的帶材。
目前市面上除了豐田,金屬雙極板在生產(chǎn)過程中使用未經(jīng)涂層處理的不銹鋼帶材居多。以Interplex公司的雙極板制造為例,其使用的帶材材料為SU316L不銹鋼,厚度大概在 0.075 – 0.1mm。
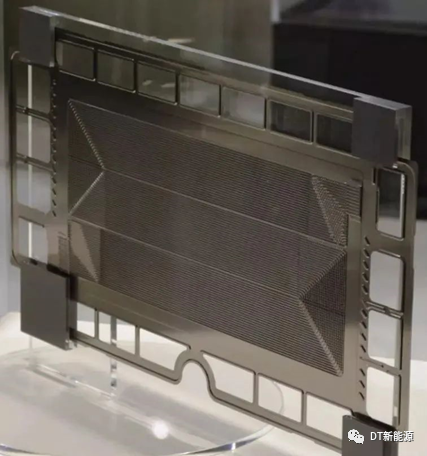
2. 成型和分割
帶材清理后,便會(huì)進(jìn)行成型和分割,生產(chǎn)出陰極板和陽極板。各雙極板廠商的成型方式和流程可能會(huì)有所不同,如下圖使用的是沖壓成型方式。
2.1 沖壓成型
沖壓成型工藝圖示
沖壓工藝是用壓力裝置和剛性模具對(duì)板材施加一定的外力,使其產(chǎn)生塑性變形,從而獲得所需形狀或尺寸的一種方法。
沖壓坯主要為熱軋和冷鐓鋼板,占世界鋼材的 60%——70%。因此,從原材料的角度來看,沖壓工藝占主導(dǎo)地位。而且,沖壓工藝生產(chǎn)的雙極板成本低和生產(chǎn)率高,具有薄(低至 0.051 mm)、均勻和高強(qiáng)度的特性,廣泛用于汽車,航空航天和其他領(lǐng)域。
沖壓設(shè)備
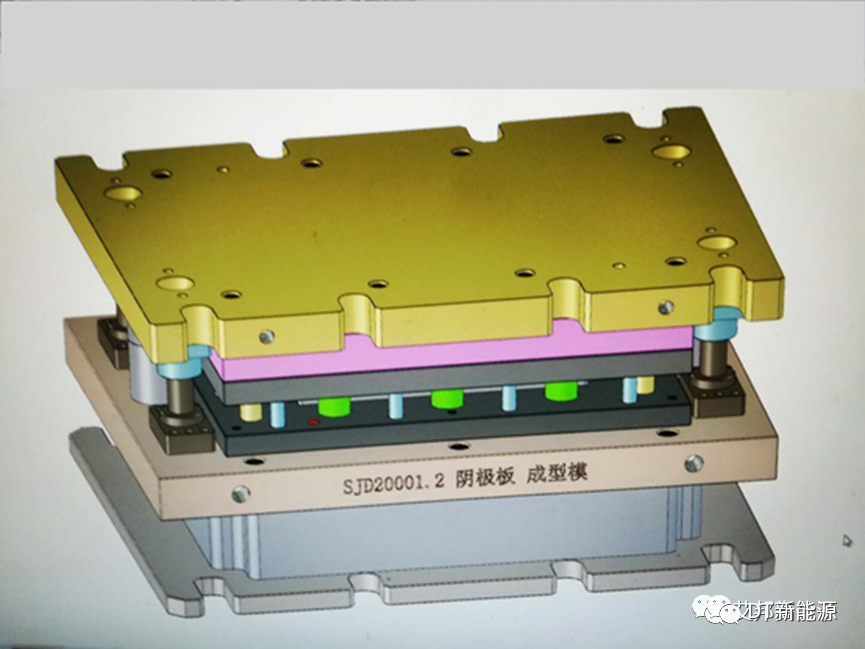
沖壓模具
金屬雙極板模具(三佳機(jī)械(上海)有限公司)
2.2 液壓成型
有些廠家液壓成型方式,如下圖所示
液壓成型工藝圖示
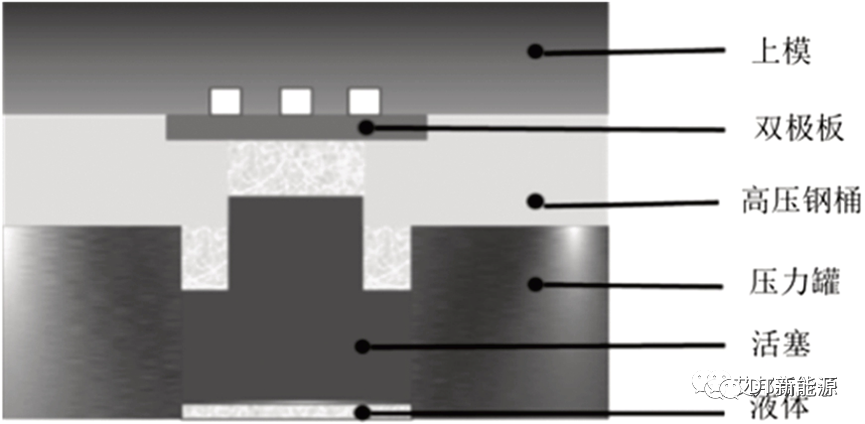
液壓成型工藝是一種利用液體或模具作為傳力介質(zhì)加工成產(chǎn)品的一種塑性加工技術(shù),液壓成型原理圖下圖所示。
液壓成型原理圖
與沖壓工藝相比,液壓成型的模具需求量少(只需要一套模具)。液壓成型在尺寸和表面質(zhì)量方面優(yōu)于沖壓工藝,而沖壓工藝具有較高的生產(chǎn)率。
2.3 橡膠墊成型
部分廠家也會(huì)使用一些其他的成型方式,如橡膠墊成型工藝。橡膠墊成型工藝,也稱為柔性成型工藝,是一種用于微/中型流道成型的新型沖壓方法,該方法可以解決沖壓和液壓成型過程中可能出現(xiàn)的裂紋、皺紋和表面波紋等問題。
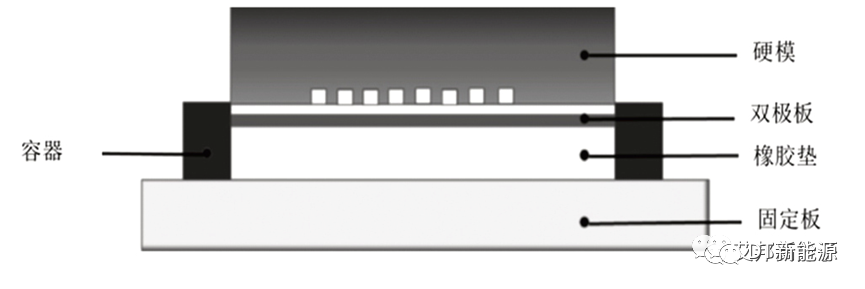
橡膠墊成型原理下圖所示,由一個(gè)剛性模具和一個(gè)橡膠墊組成,它們之間為柔性接觸,極大提高了微尺度流道的可成型性。
橡膠墊成型工藝原理圖
橡膠墊成型工藝的優(yōu)勢(shì)在于,橡膠墊和剛性模具不需要在成型過程中精確組裝,從而可以大大減少時(shí)間和成本。這種成型的主要缺點(diǎn)是橡膠墊的使用壽命短,需要經(jīng)常更換。
2.4 蝕刻
另外,有些廠商在小批量生產(chǎn)時(shí)也常常采用機(jī)加工方式或蝕刻的方式使雙極板成型,機(jī)加工的方式大家應(yīng)該都能想象得到,這里就不再多加敘述了。這里,刻蝕給大家展開說一下。
蝕刻是將材料使用化學(xué)反應(yīng)或物理撞擊作用而移除的技術(shù)。蝕刻技術(shù)可以分為濕蝕刻)和干蝕刻兩類。
蝕刻最早可用來制造銅版、鋅版等印刷凹凸版,也廣泛地被使用于減輕重量(WeightReduction)儀器鑲板,銘牌及傳統(tǒng)加工法難以加工之薄形工件等的加工;經(jīng)過不斷改良和工藝設(shè)備發(fā)展,亦可以用于航空、機(jī)械、化學(xué)工業(yè)中電子薄片零件精密蝕刻產(chǎn)品的加工,特別在半導(dǎo)體制程上,蝕刻更是不可或缺的技術(shù)。
所以說,蝕刻并不是什么新興的加工技術(shù),只是隨著不斷改良和工藝設(shè)備發(fā)展,也被應(yīng)用于高精密設(shè)備。其中較為廣泛地被使用于類似于線路板線路蝕刻制作以及銘牌及傳統(tǒng)加工法難以加工之薄形工件等的加工,因此蝕刻工藝對(duì)于制造薄型金屬極板來說,是一種合適的工藝路徑。
蝕刻出的雙極板圖示
3 質(zhì)量檢測(cè)
單片的極板制造完成后,需對(duì)每片極板進(jìn)行質(zhì)量檢測(cè),判斷脊和溝的尺寸、厚度和誤差等各項(xiàng)數(shù)據(jù)是否滿足設(shè)計(jì)要求。
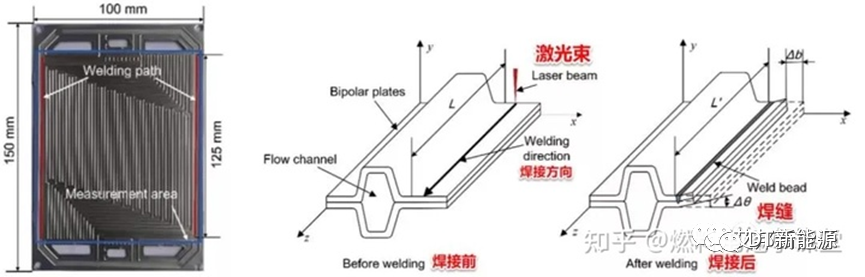
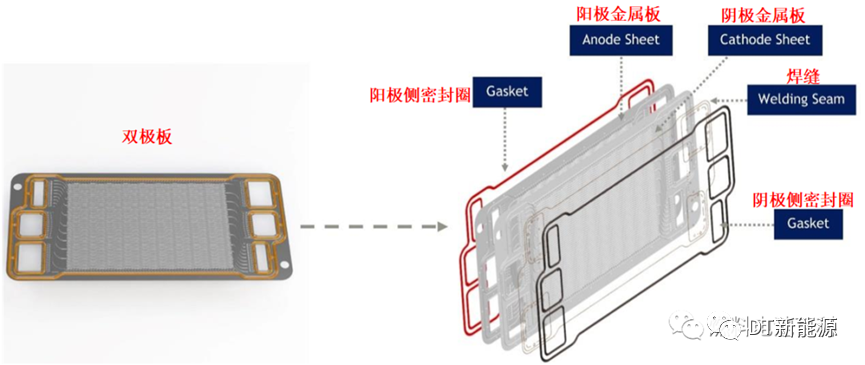
4 激光焊接
滿足質(zhì)量要求的陰、陽極板通過激光焊接焊接固定在一起,構(gòu)成一個(gè)完整的雙極板,經(jīng)過焊接后,焊縫會(huì)將雙極板的冷卻劑腔體完全密封。
雙極板的激光焊接方式如上圖所示。激光束沿著雙極板周邊設(shè)計(jì)好的密封槽進(jìn)行焊接,激光行經(jīng)之處,所產(chǎn)生的的焊縫如下圖所示,將陰陽極板連接起來。
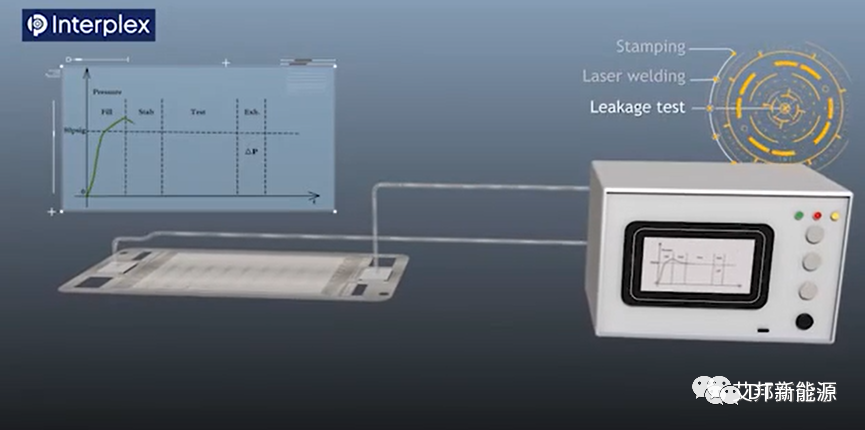
焊接后,會(huì)將雙極板的冷卻劑腔完全密封,最后還會(huì)對(duì)其進(jìn)行密封性能檢測(cè)。
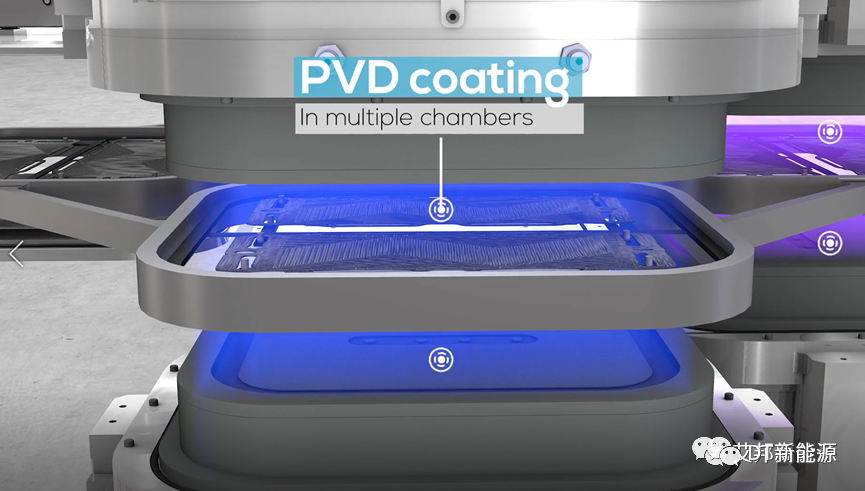
5 涂層處理
目前有金屬板涂層有兩大方向,一是金屬板上石墨涂層,石墨涂層控本價(jià)格比較低,也是涂層未來長(zhǎng)久的方向,目前國(guó)內(nèi)絕大部分民用氫堆用的比較多;
另一是金屬板上貴金屬涂層(金,鉑金),涂層價(jià)格比較高,相對(duì)耐腐蝕也會(huì)更高些, 國(guó)家空間站航天等軍用比較多。
雙極板焊接完成后會(huì)被進(jìn)行涂層處理,來提高雙極板的耐腐蝕性能。目前,常用的涂層處理方式為使用PVD方法。
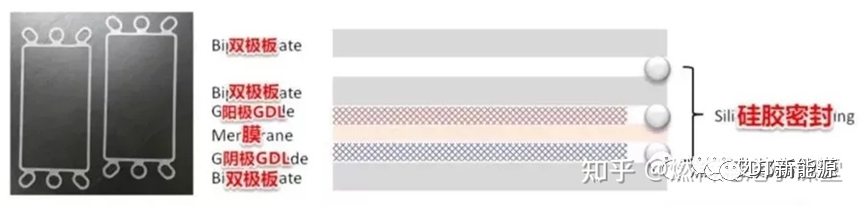
6 密封
最后,在雙極板上設(shè)計(jì)好的密封槽內(nèi)填入密封材料。
這一步不同廠家的設(shè)計(jì)都會(huì)有所不同,有的廠家使用定制的密封圈圈貼上雙極板,如下圖所示。
密封圈密封圖示
有的廠家通過點(diǎn)膠密封,還有的廠家使用與GDL集成在一起的密封圈,如下圖所示。
因此,雙極板廠商的生產(chǎn)流程中不一定包含這一步。
燃料電池的“高功率密度、大功率輸出、長(zhǎng)壽命運(yùn)行、低成本制造”是長(zhǎng)期制約燃料電池汽車規(guī)模化推廣的國(guó)際性難題,這四項(xiàng)要求均需要靠金屬雙極板來保證,為此要求金屬雙極板必須做到:厚度盡可能薄、加工精度高、耐腐蝕性強(qiáng)和生產(chǎn)效率高。這也是金屬雙極板制造的四大難題。國(guó)內(nèi)目前金屬相關(guān)廠商有如下:




.png)

.png)